Pre rôzne zváracie predmety sú potrebné rôzne zváracie trysky, bez ohľadu na zváranie v blízkosti poľa alebo prenosové zváranie, iba ultrazvukové trysky s polovičnou vlnovou dĺžkou môžu dosiahnuť maximálnu amplitúdu zváracej plochy.Ultrazvukové klaksóny, dostupné s a bez amplitúdy.Ultrazvukové stroje na zváranie plastov vyrábajú ultrazvukové rohy pomocou ultrazvukových princípov.
Konštrukcia ultrazvukovej formy nie je taká jednoduchá ako jej vzhľad, pri použití nevhodne spracovaného alebo nevyladeného zváracieho rohu spôsobí vašej výrobe drahé straty – zničí zvárací efekt, alebo ešte vážnejšie povedie priamo k poškodeniu meniča alebo generátor.Konštrukcia ultrazvukovej formy si vyžaduje veľa špecializovaných znalostí a zručností – ako zabezpečiť, aby zvárací nástavec fungoval ekonomicky?Ako zabezpečiť, aby zváracia forma mohla efektívne prenášať mechanické vibrácie prevádzané prevodníkom na obrobok, naši inžinieri plne zvážili každý odkaz.
Zvárací roh je veľmi dôležitou súčasťou ultrazvukových zariadení na zváranie plastov a jeho konštrukcia priamo súvisí s kvalitou zvárania.Pásový zvarový spoj je rozdelený na niekoľko rovnakých prvkov primeraným drážkovaním a každý prvok môže byť považovaný za zložený stupňovitý roh.Frekvenčná rovnica prvku zvarového spoja sa získa metódou prenosovej matrice, ktorá poskytuje teoretický základ pre návrh drážkového spoja pásu.

Experimentálne výsledky ukazujú, že nameraná frekvencia a navrhnutá frekvencia sú dobré pre pásový zvarový spoj navrhnutý touto rovnicou.Táto konštrukčná metóda má zrejmý fyzikálny význam, jednoduchý výpočet a je veľmi vhodná pre inžiniersky dizajn.Okrem toho je možné pomocou tejto metódy pohodlne vypočítať vplyv počtu štrbín, šírky štrbiny a dĺžky štrbiny na veľkosť zváracej hlavy, čo tiež poskytuje teoretický základ pre návrh optimalizácie zváracieho rohu.
Ultrazvukové zariadenie na zváranie plastov sa vo všeobecnosti skladá z ultrazvukového napájacieho zdroja, ultrazvukového vibračného systému a tlakového mechanizmu a ultrazvukový vibračný systém sa skladá z ultrazvukového prevodníka, zosilňovača a zváracieho rohu.Ultrazvukový menič a klaksón sú vo všeobecnosti navrhnuté tak, aby rezonovali pri určitej frekvencii a nie je potrebné meniť rôzne zváracie časti a zvárací klaksón musí byť špeciálne navrhnutý podľa tvaru zváracích častí.Dobré alebo zlé jeho konštrukcie priamo súvisia s kvalitou zvárania, takže je veľmi dôležitou súčasťou zváracieho zariadenia.
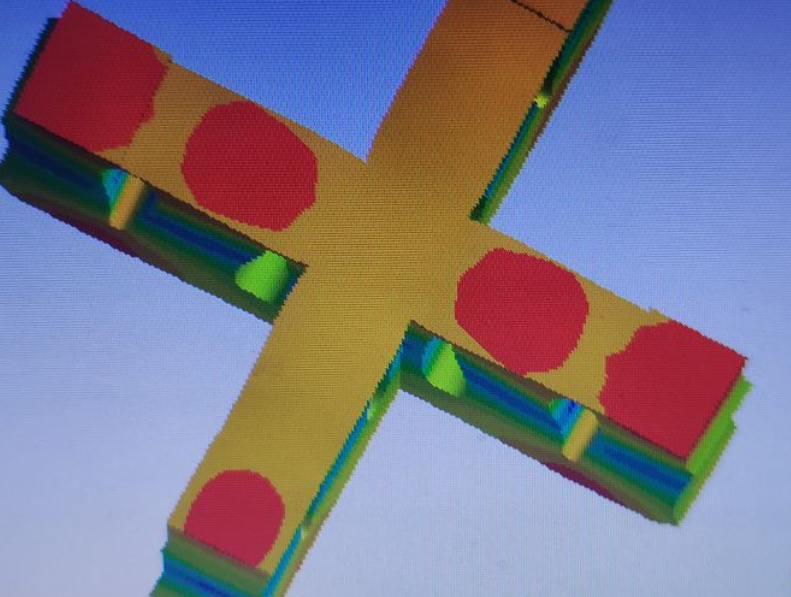
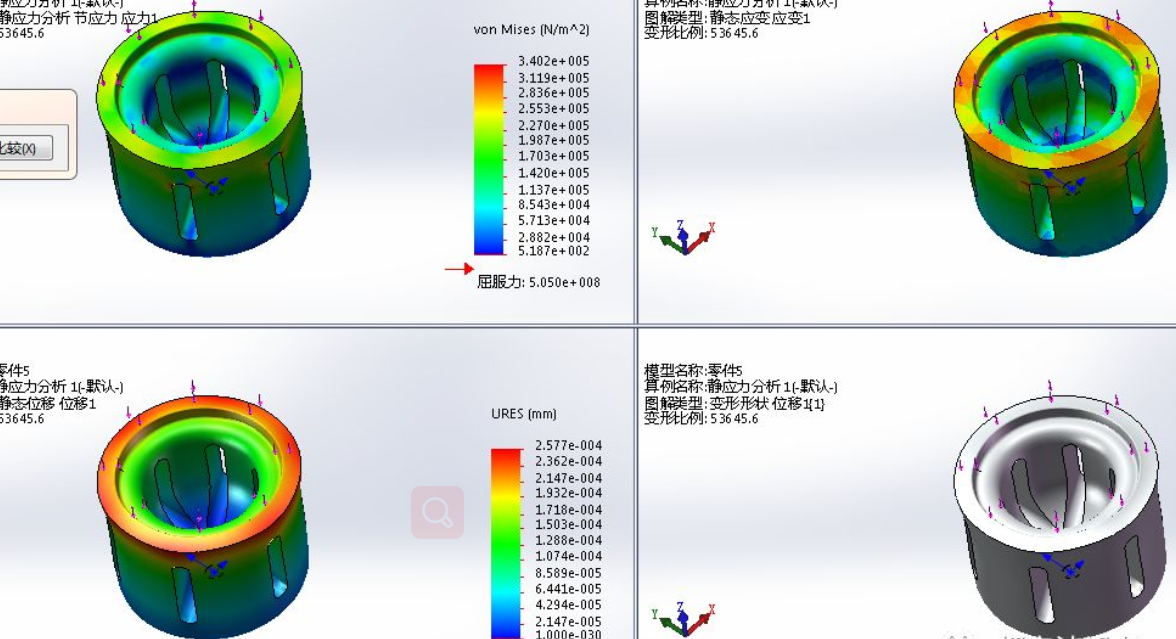
Pre veľké zváracie diely potrebujú veľkú zváraciu trubicu a jej veľkosť je niekedy blízka alebo viac ako jedna pozdĺžna vlnová dĺžka, potom zváracia trubica bude produkovať vážne priečne vibrácie, čo má za následok nerovnomerné rozloženie posunu povrchu žiarenia.Aby sa dosiahlo uspokojivé rozloženie amplitúdy, boli navrhnuté niektoré metódy, ako je drážkovanie, otváranie štrbiny, pridávanie ďalšieho elastoméru a sekundárny dizajn.
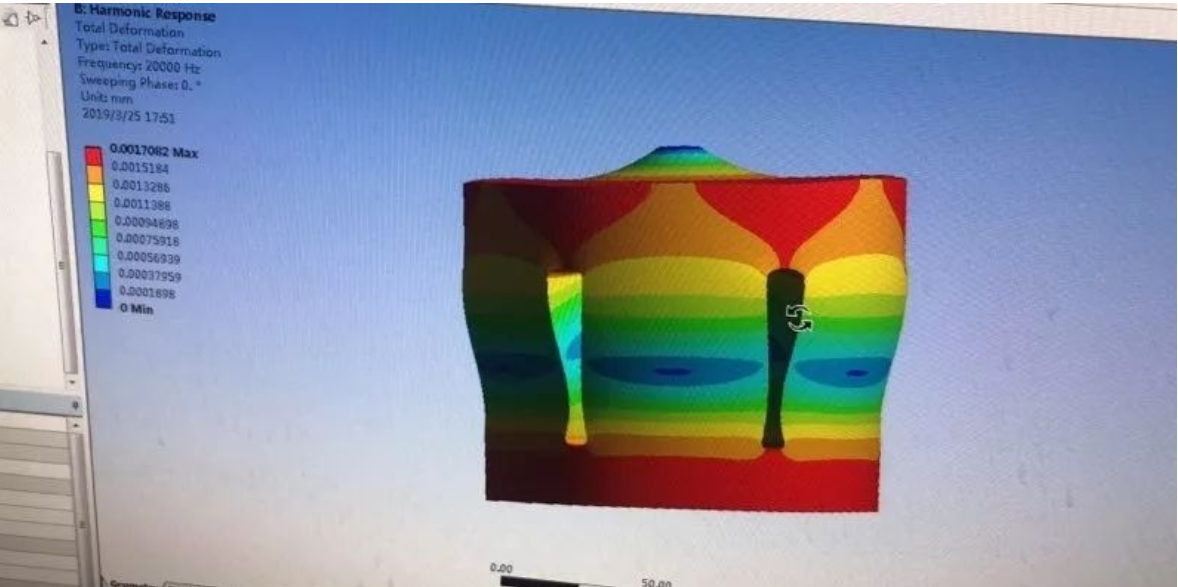
Vibrácie sú riadené, medzi ktorými je drážkovanie najbežnejšie používanou metódou na simuláciu priečnych vibrácií zvarových spojov.Kvôli zložitosti tvaru je ťažké získať striktné analytické riešenie pre drážkové zvarové spoje, preto sa na analýzu týchto problémov častejšie používajú numerické výpočtové metódy, ako je metóda Ansys.Podľa predchádzajúcich štúdií je numerická metóda vhodnejšia pre neskorší návrh optimalizácie zvarových spojov a nemá žiadnu výhodu pri odhadovaní veľkosti a frekvencie zvarových spojov v počiatočnej fáze návrhu.Aby sa zabezpečili lepšie výsledky optimalizácie, je veľmi dôležité odhadnúť veľkosť konštrukcie, ktorá môže zhruba spĺňať konštrukčné požiadavky, preto má praktický význam študovať teóriu návrhu veľkorozmerných zvarových spojov s konfiguráciou drážkovania.

Delená drážka po analýze vibrácií pásovej zváracej hlavy možno zváraciu hlavu rozdeliť na telo koncovej jednotky a strednú bunkovú jednotku pomocou metódy zjavnej elasticity a metódy ekvivalentných prenosových vedení, dĺžka štyroch rôznych jednotiek je uvedená v tomto poradí a V smere vysokého stupňa frekvenčnej rovnice možno frekvenčnú rovnicu použiť na návrh zváracej hlavy s dlhými tyčami, ale proces navrhovania je komplikovaný, Výber niektorých parametrov závisí od skúseností a nie je vhodný pre inžinierske aplikácie.V tomto článku je pásový zvarový spoj rozdelený na niekoľko rovnakých prvkov primeraným drážkovaním a frekvenčná rovnica prvku zvarového spoja je získaná metódou prenosovej matrice, ktorá poskytuje teoretický základ pre návrh pásového zvarového spoja.Návrh má jednoduchý teoretický výpočet a zrejmý fyzikálny význam, ktorý poskytuje jednoduchú a uskutočniteľnú metódu pre inžiniersky návrh pásového zvarového spoja.
Čas odoslania: 16. marca 2022