V poslednej novinke bola navrhnutá a experimentálne overená metóda konštrukcie veľkorozmerného pásového ultrazvukového zvárania plastov štrbinového spoja.Po prvé, pásová zváracia trubica je rozumne rozdelená do niekoľkých celkov tak, aby sa konštrukcia štrbinovej zváracej trubice s komplexnou štruktúrou pretransformovala do konštrukcie jednoduchej jednotky zváracej trubice.Potom sa spojovací prvok porovná s polovlnným oscilátorom s rovnakým prierezom vzhľadom na väzbové vibrácie.Frekvenčná rovnica spoja sa získa pomocou konceptu ekvivalentnej mechanickej impedancie.
Nakoniec sa pomocou rovnice študoval vplyv počtu štrbín, šírky štrbiny a dĺžky štrbiny na vibračné charakteristiky zvarových spojov.Podľa tejto metódy bolo navrhnutých a vyrobených niekoľko skupín veľkých pásových drážok.Experimentálne výsledky ukazujú, že namerané a teoretické hodnoty rezonančnej frekvencie zvarových spojov sú v dobrej zhode.
Ako je znázornené na obrázku nižšie.Dĺžka, šírka a hrúbka zváracieho rohu sú L, B a T.Predpokladajme, že os z ako smer budenia prevodníka.Pri pracovnej frekvencii bude pravouhlý zvarový spoj produkovať pozdĺžne vibrácie prvého rádu v smere Z.Pre pásové zvarové spoje je možné porovnať L≥2T, B a L, takže priečne vibrácie zvarových spojov v smere X možno ignorovať.
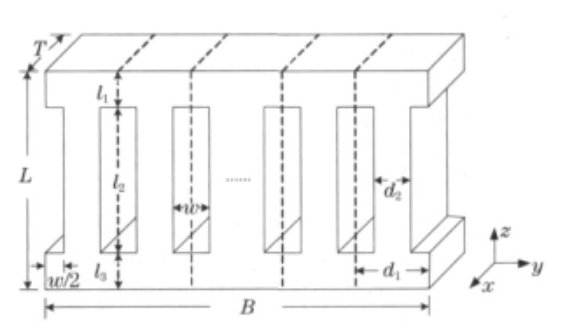
Pretože priečne kmitanie v smere y má veľký vplyv na pozdĺžne kmitanie, zvyčajne sa simuluje drážkovaním.Zváracia tryska je rozdelená na (n+1) jednotky rovnomerne otvorenými n drážkami v smere Y.Šírka a dĺžka každej štrbiny sú W a L2 v tomto poradí a štrbiny sú oddelené od vstupného a výstupného konca zváracieho rohu 11 a L3.Aby sa zabezpečilo, že každá jednotka je úplne rovnaká, na oboch koncoch priečneho zváracieho rohu by mali byť otvorené drážky so šírkou W /2.Každá jednotka zváracej formy je teda zložený lichobežníkový roh s pravouhlým prierezom.Za predpokladu, že šírka na oboch koncoch a v strede každej jednotky je D1 a D2, je možné vidieť z vyššie uvedeného: L= L1 + L2 + L3
Vďaka rovnakému vzoru medzi prvkami bude výstupná amplitúda zvaru tiež vibrovať vzor a keď sa skombinuje, ultrazvukový klaksón bude mať tiež tento vzor, takže dizajn ultrazvukovej formy bude zjednodušený na dizajn akéhokoľvek prvok.Navyše je pomerne jednotný.Aby sa účinne potlačili priečne vibrácie a zabezpečilo sa, že zvárací nástavec má pevnú tuhosť, šírka jednotky zváracieho nástavca delená drážkou je vo všeobecnosti in!/ 8 ~!/ 4 (! Je vlnová dĺžka prvého rádu pozdĺžneho vibračného režimu zváracieho rohu) a ideálna šírka štrbiny je asi!/ 25 ~!/20[7], počet zápichov zvarových spojov možno určiť podľa vyššie uvedených kritérií.Pretože šírka jednotky zváracieho rohu spravidla nepresahuje!PI /4, takže ho možno približne analyzovať jednorozmernou teóriou.Akákoľvek zváracia jednotka v jednotke 1 môže byť považovaná za pozostávajúcu z troch pravouhlých rovnorezných tyčí.
Pre zváraciu rohovinu bola zvolená zliatina hliníka 7075 (Youngov modul E=7,17*1010N/M2 hustota ρ=2820kg/m3, Poissonov pomer V =0,34).Rovnice (1) ~ (3) a (6) sa použili na výpočet počtu n, dĺžky L2 a šírky W rôznych štrbín.Keď sa rezonančná dĺžka L trysky na zváranie pásu mení so šírkou B, mení sa rezonančná dĺžka L trysky na zváranie pásu so šírkou B. Vypočítaná rezonančná frekvencia f=20kHz, L1=L3 pre zjednodušenie.Keď je dĺžka a šírka štrbiny konštantná, rezonančná dĺžka sa mení so šírkou zvarového rohu, keď je číslo štrbiny iné.L2 = 60 mm, Š = 10 mm.Ako je možné vidieť na obr.2, pre štrbinový zvárací roh znázornený na obr.1, rezonančná dĺžka prvého rádu je menšia ako rezonančná dĺžka bez štrbinového zváracieho rohu vypočítaná podľa jednorozmernej teórie (126 mm) a rezonančná dĺžka zváracieho rohu sa zväčšuje so zväčšením šírky zváracieho rohu, ale nárast postupne klesá.Okrem toho, keď sú rezonančná frekvencia a šírka zvaru konštantné, rezonančná dĺžka zvaru klesá so zvyšujúcim sa počtom štrbín.
Okrem toho boli tri zvarové spoje rôznej hrúbky opracované hliníkovou zliatinou 7075 (rovnaký materiál ako vyššie).Bola uvedená hrúbka T týchto troch zvarových spojov a nameraná harmonická frekvencia vibrácií FM.Keď je hrúbka zváracieho rohu menšia ako štvrtina vlnovej dĺžky (tu je 63 mm), odchýlka medzi nameranou frekvenciou a konštrukčnou frekvenciou je menšia ako 2%, čo môže spĺňať požiadavky inžinierskych aplikácií.
Dlhý pásový ultrazvukový plastový zvarový spoj bol rozumne rozdelený na niekoľko rovnakých prvkov a frekvenčná rovnica spojovacieho prvku bola odvodená metódou prenosovej matrice.Ak je známa šírka, množstvo a veľkosť štrbiny, môže sa rovnica použiť na pohodlné navrhnutie spoja pásu, čím sa poskytne teoretický základ pre návrh spoja pásu.Tento článok tiež analyzuje vplyv počtu štrbín, šírky štrbiny a dĺžky štrbiny na veľkosť zvarového spoja prostredníctvom príkladov.Je vidieť, že tento spôsob má určitý vplyv aj na optimalizačný návrh zvarového spoja

Rozdelená drážka po analýze vibrácií zváracieho rohu pásu, zvárací klaksón možno rozdeliť na telo koncovej jednotky a strednú bunku jednotky pomocou metódy zjavnej elasticity a účinku prenosového vedenia, dĺžka štyroch rôznych jednotiek je uvedená v tomto poradí a V smere vysokého stupňa frekvenčnej rovnice možno frekvenčnú rovnicu použiť na návrh zváracieho rohu s dlhými tyčami, ale proces navrhovania je komplikovaný, Výber niektorých parametrov závisí od skúseností a nie je vhodný pre inžinierske aplikácie.V tomto článku je pásový zvarový spoj rozdelený na niekoľko rovnakých prvkov primeraným drážkovaním a frekvenčná rovnica prvku zvarového spoja je získaná metódou prenosovej matrice, ktorá poskytuje teoretický základ pre návrh pásového zvarového spoja.Návrh má jednoduchý teoretický výpočet a zrejmý fyzikálny význam, ktorý poskytuje jednoduchú a jednoduchú metódu pre inžiniersky návrh pásu
zvarový spoj.

Čas odoslania: 17. marca 2022